

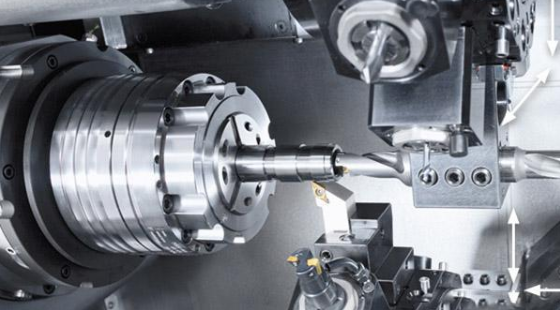
切削加工是指用切削工具把坯料或工件上多余的材料层切去成为切屑,使工件获得规定的几何形状、尺寸和表面质量的加工方法。通常不锈钢材质的切削加工与其他材质相比加工难度系数更高,原因与以下几个因素有关,下面小编就为大家简单的说明一下:
一、加工硬化严重
在不锈钢中,以奥氏体和奥氏体+铁素体不锈钢的加工硬化现象最为突出。因为不锈钢的塑性大,塑性变形时品格歪扭,强化系数很大;且奥氏体不够稳定,在切削应力的作用下,部分奥氏体会转变为马氏体;再加上化合物杂质在切削热的作用下,易于分解呈弥散分布,使切削加工时产生硬化层。前一次进给或前一道工序所产生的加工硬化现象严重影响后续工序的顺利进行。
二、加工车床切削力大
加工不锈钢的切削力大,不锈钢在切削过程中塑性变形大,同时不锈钢的加工硬化严重,热强度高进一步增大了切削抗力,切屑的卷曲折断也比较困难。
三、切削加工温度高
切削时塑性变形及与刀具间的摩擦都很大产生的切削热多;加上不锈钢的导热系数不高,大量切削热都集中在切削区和刀屑接触的界面上导致散热条件差。

四、切屑不易折断易粘结
不锈钢的塑性韧性都很大,车加工时切屑连绵不断不仅影响操作的顺利进行,切屑还会挤伤已加工表面。在高温高压下,不锈钢与其他金属的亲和性强,易产生粘附现象并形成积屑瘤,既加剧刀具磨损又会出现撕扯现象而使已加工表面恶化。含碳量较低的马氏体不锈钢的这一特点更为明显。
五、切削刀具易磨损
切削不锈钢过程中的亲和作用,使刀屑间产生粘结扩散,从而使刀具产生粘结磨损和扩散磨损,致使刀具前刀面产生月牙洼,切削刃还会形成微小的剥落和缺口;加上不锈钢中的碳化物微粒硬度很高,切削时直接与刀具接触摩擦擦伤刀具,还有加工硬化现象均会使刀具磨损加剧。
六、线膨胀系数大
不锈钢的线膨胀系数约为碳素钢地1.5倍,在切削温度作用下工件容易产生热变形,使得工件尺寸精度较难控制。
通过以上原因的分析,下面小编就根据各项因素来说明解决不锈钢难加工的方案有哪些:
一、刀具材料选择
因加工不锈钢零件时切削力大切削温度高,可以采用硬度仅次于金刚石,并且可承受很高温度的立方氮化硼刀片。此外其化学惰性很大,与铁族金属在1200~1300℃时也不起化学作用,因此非常适合加工不锈钢材料。
二、刀具几何参数
刀具几何参数对其切削性能起重要的作用,为使切削轻快顺利硬质合金刀具宜采用较大的前角以提高刀具寿命。这样有利于加强刀刃,充分发挥陶瓷刀具抗压强度较高的优越性。后角大小直接影响刀具磨损,对刀刃强度也有影响。主偏角的改变会影响径向切削分力与轴向切削分力的变化以及切削宽度和切削厚度的大小。
三、前刀面刃磨时粗糙度值要小
为避免出现切屑粘刀现象,刀具的前、后刀面应仔细刃磨以保证具有较小的粗糙度值,从而减少切屑流出阻力,避免切屑粘刀。
四、刀具刃口应保持锋利
刀具刃口应保持锋利以减少加工硬化,进给量和背吃刀量不宜过小以防止刀具在硬化层中切削,影响刀具使用寿命。
五、注意断屑槽的磨削
由于不锈钢切屑具有强韧的特点,刀具前刀面上断屑槽修磨应合适,从而使切削过程中断屑、容屑、排屑方便。
六、切削用量的选择
根据不锈钢材料特点,加工时宜选用低速和较大进给量进行切削。
七、切削油选择要合适
由于不锈钢具有极易产生粘结和散热性差的特点,因此在切削中选用抗粘结和散热性好的切削油相当重要,如选用具有良好冷却、清洗、防锈和润滑作用的亿达渤润专用不锈钢切削油。
采用上述工艺方法,可以克服不锈钢的加工难点,使不锈钢在进行切削加工时刀具寿命得到极大的提高,减少操作中磨刀换刀次数,在提高生产效率和切削加工精度、降低工人劳动强度和综合生产成本方面,能取得令人满意的效果。









 浙公网安备33010502006705号
浙公网安备33010502006705号