


工艺条件的变化均会影响假捻张力,而假捻张力的变化又将影响拉伸变形过程的稳定性和DTY的质量。因此,有必要分析工艺条件对假捻张力的影响,为选择最佳假捻张力提供依据。
工艺条件对假捻张力的影响
1、拉伸变形加工速度
当加热器和冷却板的长度固定时,丝条的运行速度与热变形时间和冷却时间有关。丝条的拉伸变形加工速度不同,其变形和冷却时间亦不同,从而影响假捻张力。有研究表明,拉伸变形加工速度与假捻张力的关系如图11—10所示。由图可见,随着丝速的提高,变形和冷却时间减少,丝条的热塑性降低,假捻张力提高。当丝速提高到一定值时,变形和冷却时间降低到不符合工艺要求,丝条的热塑性极低,出现假捻张力波动的现象,致使拉伸变形加工无法正常进行。

2、拉伸倍数
POY在拉伸变形时,拉伸倍数对假捻张力的影响很大;在全拉伸丝进行变形时,可根据所需的假捻张力来决定拉伸倍数(即第一拉伸辊对第二拉伸辊的欠喂率);在POY进行拉伸变形时,要考虑丝条的剩余拉伸倍数,合理选择拉伸倍数,故不能随意选择假捻张力。

有研究表明,拉伸倍数对假捻张力的影响如图11一11所示。假捻张力随着拉伸倍数的增加而增加,但增加的速度是加捻张力大于解捻张力(T1>T2)。根据T2必须大于T1的原则,可在图上选择理想的工作区(即在直线交点以前),此处的拉伸倍数既能保证稳定的拉伸变形过程,又能使产品获得良好的物理机械性能。
3、D/Y比
D/Y比与假捻张力的关系如图11—12所示。由图可见,随着D/Y比增加,加捻张力T1增加,而解捻张力T2下降。叠盘式摩擦假捻器的摩擦盘与丝条在垂直方向摩擦时,沿丝条前进方向产生一个分力,D/Y比愈大,这个分力亦大。根据选择最佳假捻张力的原则,图中两直线交点之前(T2/T1=1.05~1.30)为最理想的工作区。实际生产中选择的最佳D/Y比约为2.2。

4、第一热箱温度
第一热箱温度一般选择在纤维的软化点附近,对于涤纶POY,为180~225℃。在此范围内,随着温度的升高,丝条的刚性减小,热应力趋于缓和,假捻张力相应减小,其变化如图11—13所示:由图可见,第一热箱温度对假捻张力的影响不大。因此,生产中通常不采用改变第一热箱温度的办法来调节假捻张力,只是在假捻张力均匀、稳定时,适当调整第一热箱温度,使DTY获得更好的卷曲稳定性、蓬松性、弹性和手感。

5、摩擦盘个数
叠盘式摩擦假捻器的三个轴中装配的摩擦盘个数以Α -B -C表示,Α为起导丝作用的盘数,B为实际工作的盘数,C为消除紧点的盘数。选用摩擦盘的个数应随DTY的线密度、品质和其他加工条件改变而不同。确定最佳摩擦盘的个数,可根据选择最佳假捻张力的办法来选择。有研究表明,摩擦盘的个数与假捻张力的关系如图11—14所示。由图可知,随着摩擦盘数的增加,解捻张力急速下降,加捻张力的下降则较缓慢。随着摩擦盘数的增加,摩擦力在丝条前进方向的分力增大。根据选择最佳假捻张力的原则,从图11一14中选0—8—1盘时的假捻张力为最佳,此时制得的低弹丝具有良好的性能。

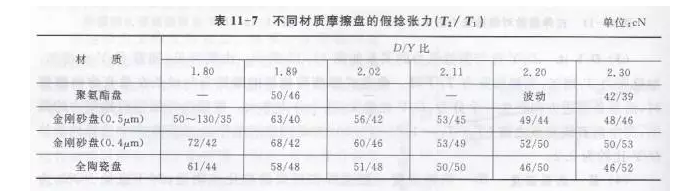
6、摩擦盘材质
不同材质的摩擦盘加捻时的假捻张力如表11—7所示。由表可知,D/Y比相同,摩擦盘材质不同,假捻张力也不同。要取得最佳的T2/T1比,不同材质应采用不同的D/Y比。最佳的D/Y比由丝条作用在盘上的压力及丝条和盘表面的摩擦系数决定。金刚砂盘表面的粗糙度大,丝条和盘的接触面较小,D/Y比应较大,表面粗糙度为0.5μm的金刚砂盘的D/Y比大于2.1,表面粗糙度为0.4μm的金刚砂盘的D/Y比大于2.02。聚氨酯盘的D/Y比大于2.3。全陶瓷盘表面的粗糙度虽然比金刚砂盘大,但盘表面的陶瓷粒子与丝条的啮合性较好,因此可选择较低的D/Y比(大于1.9)。
最佳假捻张力选择
在拉伸变形生产过程中,丝条在假捻器前、后的最佳加捻张力和最佳解捻张力是确保生产正常进行的重要因素。若解捻张力与加捻张力的比值(T2/T1)过小,则加捻效率低,且加捻不均匀;若T2/T1过大,摩擦阻力增大,易产生毛丝和解捻不完全,形成紧点(或僵丝)。解捻张力必须大于加捻张力,否则摩擦盘问的丝条呈松弛状态,摩擦盘与丝条之间易打滑,造成假捻不匀,使DTY产生紧点,染色袜筒上出现条纹丝。
加捻张力和解捻张力还必须均匀、稳定,否则,得到的低弹丝有明显的僵丝,弹性和蓬松性差。加捻张力应尽量控制低一些。因为在第一热箱中,丝条的张力愈低,变形效果愈好,变形丝的内应力也愈低,制得的低弹丝捻缩增大、卷缩峰增深、集束性好。
另外,低张力可减小机器各部件的摩擦阻力,对机器零件尤其是皮辊和皮圈的磨损小。但张力过低,会使丝条在第一热箱中的气圈不稳定,使热板与丝条接触不良,引起张力波动,反而不利于变形加工。相反,若张力太高,会使拉伸变形丝的捻缩减小、卷缩峰变浅、集束性变差、内应力增大等,甚至产生卷缩丝;另外,零部件的损伤大: 加捻张力和解捻张力的大小及其比值,随原丝品种、工艺条件、机器的运转状态等条件而运转状态等条件而变化。









 浙公网安备33010502006705号
浙公网安备33010502006705号