

香烟热收缩包装机料斗机构由香烟定位器齿轮箱的输出轴通过联轴节 (18)传动 (参见下图)。
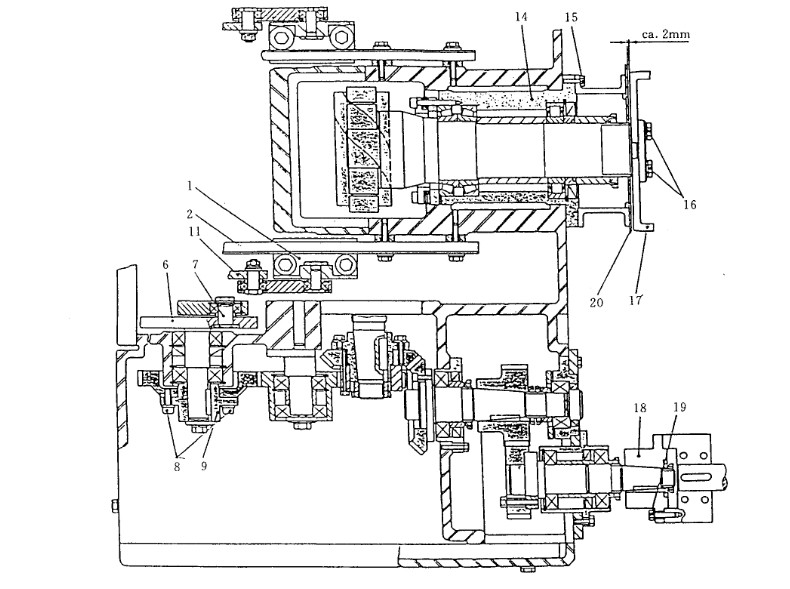
香烟热收缩包装机料斗机构由料斗齿轮箱、组烟模轮齿轮箱、烟支端部检测齿轮箱、搅拌器齿轮箱、活动小车和推烟排等几部分组成。nbsp; 由联轴节传入的动力在料斗齿轮箱中被分成两路: 一路:联轴节通过锥齿轮副将动力传人组烟模轮齿轮箱,带动齿轮箱内的马式槽轮机构 (MANIFOLD),驱动组烟模轮作分度间歇旋转运动,并通过联轴节将动力传递给烟支端部检测齿轮箱 二路:通过齿轮传动偏心圆盘 (6)和连杆带动轴 (12),使驱动臂 (11)推动推烟排在梯形轨道 (2)上作往复直线运动 。 另外,通过联接螺钉 (16)传动装在圆盘上的凸轮 (15)驱动活动有机玻璃门作往复运动,以保证烟支在下烟通道中的整齐有序。 六角形搅拌器由单的三相交流电机M3驱动。
(一) 香烟热收缩包装机料斗机构定时调整
由香烟定位器齿轮箱输出轴传来的扭矩通过联轴节传动整个香烟料斗机构,松开联轴节即可调整整个香烟料斗机构总成的定时。注意:机构总成的定时调整将会改变香烟料斗机构中各个部件的定时。机构总成定时的调整以组烟模轮的定时为基准。
(二)马式槽轮机构定时调整
由香烟料斗齿轮箱内锥齿轮副驱动的马式槽轮机构(MANIFOLD)带动组烟模轮作分度间歇旋转运动。马式槽轮机构的定时可通过松开联轴节夹紧螺钉 (19)进行调整。
注意:调整联轴节将会改变整个机构的定时。
1.盘车至 6000
2.松开螺钉 (19)
3.转动法兰盘 (18)使组烟模轮由运动刚好趋向静止。
4.上紧螺钉 (19)
(三)马式槽轮机构安装调整
马式槽轮机构 (MANIFOLD)装在偏心衬套 (14)内,松开螺钉 (15),转动偏心
衬套 (14)即可调整马式槽轮机构两个相关部件的相对位置。
注意:马式槽轮机构应严格按照 “双停顿”凸轮的要求调整,非熟练的修理人员不
能进行调整。否则将导致损坏机件 (出厂时已调整好,不能轻易进行调整)。
(四)组烟模轮定位调整
由马式槽轮机构驱动的组烟模轮将完成烟束的分度间歇旋转输送。
组烟模轮和马式槽轮机构通过螺钉 (16)相连。
1.松开螺钉 (16)
2.用标准块调整组烟模轮 (17),以保证组烟模轮的模盒和香烟导板轨道平齐。
3.上紧螺钉 (16)









 浙公网安备33010502006705号
浙公网安备33010502006705号