

型材具体加工过程如下
铝棒熔铸:铝合金型材分为工业用铝、民用铝两种,不同用途的铝合金合金成分(合金牌号)不同,在型材挤压之前,需要先熔铸与用途相符的合金铝棒。制作铝合金门窗一般选用的合金牌为6063T5,6063T6(6063T6的硬度比6063T5的硬度高,一般铝合金门窗选用6063T5即可满足要求)。
具体铝棒熔铸过程如下
a、 纯铝铝锭收购。
b、 合金熔铸,将纯铝铝锭在熔化炉中熔化,然后添加其它合金成分,再浇筑至磨具中冷却成型,形成待挤压的合金铝棒。
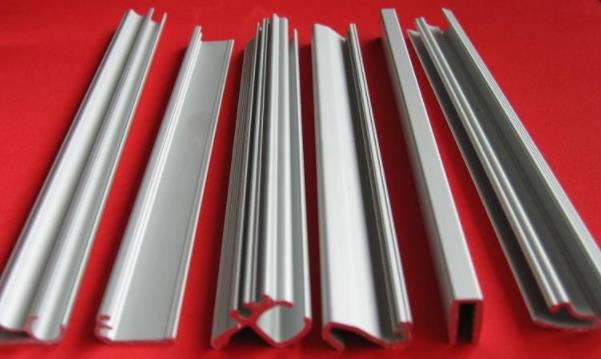
型材挤压、时效成化:铝棒成型后,就可送到型材挤压线上了,型材挤压机首先会对铝棒进行加温,到适当温度后,就送入挤压机口进行挤压,通过不同的模具可以挤压出不同断面的型材。刚刚挤压出来的型材是没有强度的,在定尺断料后,需要送入时效炉进行4~8小时的时效成化,增加强度。
表面处理:型材成型具有一定强度时,即可进行表面处理,四种表面处理方式中粉末喷涂、氟碳喷涂的原理是基本一致的;阳极氧化、电泳的基本原理一致。在所有的表面处理前,都需要进行前处理,前处理的作用:清除型材表面挤压过程中的灰尘、污垢、油脂、手印等,裸露出纯洁的金属基体。
粉末喷涂、氟碳喷涂:型材与喷枪形成正负两极,在两极中形成静电高压电场,喷出的涂料粒子带电,在电场作用下在型材表面形成均匀漆膜,最后烘烤固化。粉末喷涂与氟碳喷涂的区别在于粉末喷涂喷出的是粉末颗粒,氟碳喷涂喷出的是一种漆。漆膜厚度除送检测院进行检测外,有条件的也可使用手持膜厚检测仪进行检测,或用游标卡尺进行粗略检测(以粉末喷涂为例:一般窗型材厚度为1.4mm,加上膜厚0.04~0.12mm,现场型材厚度测量后应在1.44~1.52mm之间)。
阳极氧化:把型材置于电解质溶液中,利用电解作用,使其表面生成氧化膜;将氧化后的型材置于无机盐电解质溶液中进行电解,使溶液中的金属离子渗入到氧化膜针孔中,从而使氧化膜着色;最后封孔,封闭阳极氧化产生的氧化膜孔隙,提高膜层防污染、抗腐蚀性能。
电泳:将阳极氧化后的型材置于热固化水溶性丙烯酸透明树脂漆溶液中,在电场作用下,带负电荷的涂料粒子向型材移动,形成漆膜;最后烘烤固化。









 浙公网安备33010502006705号
浙公网安备33010502006705号