

涂层硬质合金、陶瓷、PCBN等超硬刀具材料因其具有很高的高温硬度、耐磨性和热化学稳定性,这为高硬度材料的切削加工提供了最基本的前提条件,并在生产中取得了明显效益。
超硬刀具及其选用
超硬刀具采用的材料及其刀具结构和几何参数是实现硬车削的基本要素,因此,如何选择超硬刀具材料,设计出合理的刀具结构和几何参数对稳定实现硬车削是十分重要的。
1,超硬刀具材料及其选用
涂层硬质合金
在韧性较好的硬质合金刀具上涂覆1层或多层耐磨性好的TiN、TiCN、TiAlN和Al3O2等,涂层的厚度为2~18μm,涂层通常具有比刀具基体和工件材料低得多的热传导系数,减弱了刀具基体的热作用;另一方面能有效地改善切削过程的摩擦和粘附作用,降低切削热的生成。
涂层按生成方法可分为物理气相沉积(PVD)与化学气相沉积(CVD)2种。PVD涂层(2~6μm)主要包括TiN、TiCN、TiAlN等,其成分还在不断地增加,如TiZrN。TiN和TiC涂层的最高压力分别可达到3580MPa和3775MPa,TiAlN涂层因缺乏可靠的弹性模量数据而得不到准确的压应力值,高速切削实验结果表明TiAlN性能最好。

这3种涂层硬度随温度变化的情况,在室温下硬度最高,当温度超过[Y;时,TiAlN涂层的硬度高于TiCN和TiN涂层。加工镍基高温合金Inconel178时用2种切削速度v1=193.5m/min和v2=380m/min条件下的刀具寿命,实验表明TiCN和TiAlN涂层的切削性能明显优于TiN涂层。
尽管PVD涂层显示出很多优点,但一些涂层如Al2O3和金刚石则倾向于采用CVD涂层技术。Al2O3是一种耐热和抗氧化很强的涂层,它能够将刀具体和切削产生的热量隔离开。
通过CVD涂层技术,还可以综合各种涂层的优点,以达到最佳的切削效果,满足切削加工的需要。例如。TiN具有低摩擦特性,可减少涂层组织的损耗,TiCN可降低后刀面的磨损,TiC涂层硬度较高,Al2O3涂层具有优良的隔热效果等。
涂层硬质合金刀具与硬质合金刀具相比,无论在强度、硬度和耐磨性方面均有了很大提高。车削硬度在HRC45~55的工件,低成本的涂层硬质合金可实现高速车削。近年来,一些厂家应用改进涂层材料等方法,使涂层刀具的性能有了极大的提高。
如美、日的一些厂家采用瑞士AlTiN涂层材料和新涂层专利技术生产的涂层刀片,硬度高达HV4500~4900,可在498.56m/min的速度时切削硬度HRC47~58的模具钢。在车削温度高达1500~1600°C时仍然硬度不降低、不氧化,刀片寿命为一般涂层刀片的4倍,而成本只有30%,且附着力好。
陶瓷材料
陶瓷刀具材料随着其组成结构和压制工艺的不断改进,特别是纳米技术的进展,使得陶瓷刀具的增韧成为可能,在不久的将来,陶瓷可能继高速钢、硬质合金以后引起切削加工的第3次革命。
陶瓷刀具具有高硬度(HRA91~95)、高强度(抗弯强度为750~1000MPa),耐磨性好,化学稳定性好,抗粘结性能良好,摩擦系数低且价格低廉等优点。不仅如此,陶瓷刀具还具有很高的高温硬度,1200°C时硬度达到HRA80。
正常切削时,陶瓷刀具耐用度极高,切削速度可比硬质合金提高2~5倍,特别适合高硬度材料加工、精加工以及高速加工,可切削硬度达HRC65的各类淬硬钢和硬化铸铁等。常用的有:氧化铝基陶瓷、氮化硅基陶瓷、金属陶瓷和晶须增韧陶瓷。
氧化铝基陶瓷刀具比硬质合金有更高的红硬性,高速切削状态下切削刃一般不会产生塑性变形,但它的强度和韧性很低,为改善其韧性,提高耐冲击性能,通常可加入ZrO或TiC和TiN的混合物,另一种方法是加入纯金属或碳化硅晶须。
氮化硅基陶瓷除红硬性高以外,还具有良好的韧性,与氧化铝基陶瓷相比,它的缺点是在加工钢时易产生高温扩散,加剧刀具磨损,氮化硅基陶瓷主要应用于断续车削灰铸铁及铣削灰铸铁。
金属陶瓷是一种以碳化物为基体材料,其中TiC为主要的硬质相(0.5~2μm),它们通过Co或Ti粘结剂结合起来,是一种与硬质合金相似的刀具,但它具有较低的亲和性、良好的摩擦性及较好的耐磨性。它比常规硬质合金能承受更高的切削温度,但缺乏硬质合金的耐冲击性、强力切削时的韧性以及低速大进给时的强度。
近年通过大量的研究、改进和采用新的制作工艺,其抗弯强度和韧性均有了很大提高,如日本三菱金属公司开发的新型金属陶瓷NX2525及瑞典山德维克公司开发的金属陶瓷刀片新品CT系列和涂层金属陶瓷刀片系列,其晶粒组织的直径细小至1μm以下,抗弯强度和耐磨性均远高于普通的金属陶瓷,大大拓宽了其应用范围。

CBN的硬度和耐磨性仅次于金刚石,有极好的高温硬度,与陶瓷相比,其耐热性和化学稳定性稍差,但冲击强度和抗破碎性能较好。它广泛适用于淬硬钢(HRC≥50)、珠光体灰铸铁、冷硬铸铁和高温合金等的切削加工,与硬质合金刀具相比,其切削速度可提高一个数量级。
CBN含量高的复合聚晶立方氮化硼(PCBN)刀具硬度高、耐磨性好、抗压强度高及耐冲击韧性好,其缺点是热稳定性差和化学惰性低,适用于耐热合金、铸铁和铁系烧结金属的切削加工。PCBN刀具中CBN颗粒含量较低,采用陶瓷作粘结剂,其硬度较低,但弥补了前一种材料热稳定性差、化学惰性低的特点,适用淬硬钢的切削加工。
在切削灰铸铁和淬硬钢时,可选择陶瓷刀具或CBN刀具,为此,应进行成本效益和加工质量分析,以确定选择哪一种。Al2O3、Si3N4和CBN刀具加工灰铸铁后刀面磨损情况,PCBN刀具材料切削性能优于Al2O3和Si3N4。但在淬硬钢干式切削时,Al2O3陶瓷的成本低于PCBN材料。
陶瓷刀具有良好的热化学稳定性,但却不及PCBN刀具的韧性和硬度。在切削硬度低于HRC60以下和采用小进给量时,陶瓷刀具是较好的选择。PCBN刀具适于切削硬度高于HRC60的工件,尤其在自动化加工和高精度加工时更为适用。除此之外,在相同后刀面磨损情况下,PCBN刀具切削后的工件表面残余应力也比陶瓷刀具相对稳定,如图4所示。
使用PCBN刀具干式切削淬硬钢还应遵循以下原则:在机床刚性允许条件下尽可能选择大切深,这样切削区生成的热量使得刃前区金属局部软化,能有效降低PCBN刀具的磨损,此外,在小切深时还应考虑采用PCBN刀具导热性差而使得切削区热量来不及扩散,剪切区也能产生明显的金属软化效应,减小切削刃的磨损。
2,超硬刀具的刀片结构及几何参数
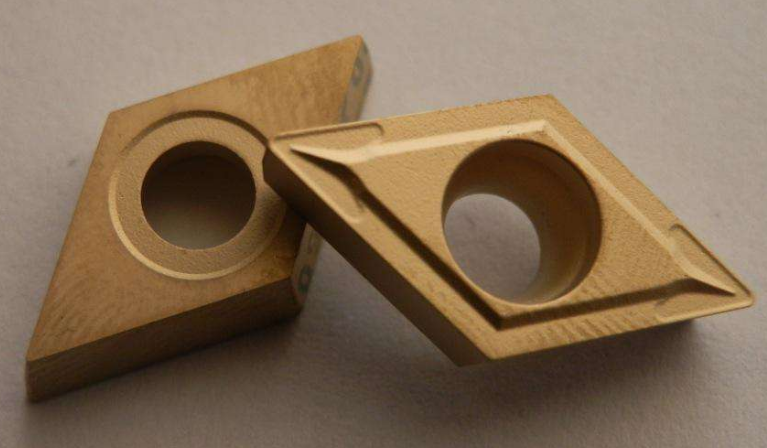
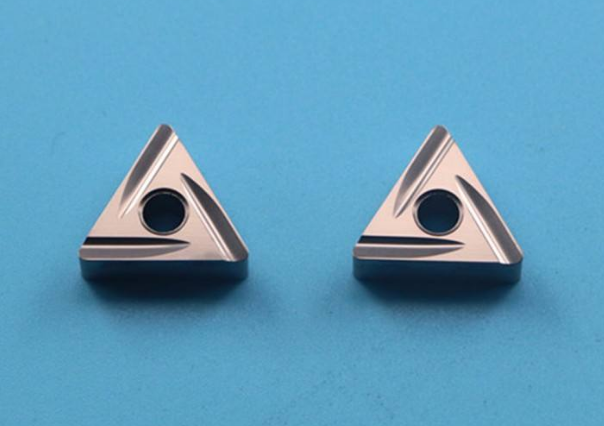
刀片形状及几何参数的合理确定对充分发挥刀具切削性能是至关重要的。按刀具强度而言,各种刀片形状的刀尖强度从高到低依次为:圆形、100°菱形、正方形、80°菱形、三角形、55°菱形、35°菱形。刀片材料选定后,应选用强度尽可能高的刀片形状。硬车削刀片也应选择尽可能大的刀尖圆弧半径,用圆形及大刀尖圆弧半径刀片粗加工,精加工时的刀尖圆弧半径约为0.8μm左右。
淬硬钢切屑为红而酥软的缎带状,脆性大,易折断,不粘结,淬硬钢切削表面质量高,一般不产生积屑瘤,但切削力较大,特别是径向切削力比主切削力还要大,所以,刀具宜采用负前角(go≥-5°)和较大的后角(ao=10°~15°)。主偏角取决于机床刚性,一般取45°~60°,以减少工件和刀具颤振。









 浙公网安备33010502006705号
浙公网安备33010502006705号